
13619519089



News
 热门推荐
热门推荐
 690开口楼承板
690开口楼承板
 宁夏楼承板
宁夏楼承板
 彩钢复合板
彩钢复合板
 彩钢板
彩钢板
 彩钢板活动房
彩钢板活动房
 C型钢
C型钢
 Z型钢
Z型钢
 彩钢玻璃丝绵板
彩钢玻璃丝绵板
 780型楼承板
780型楼承板
 760型楼承板
760型楼承板
 915开口楼承板
915开口楼承板
 镀锌板
镀锌板
 镀锌C型钢
镀锌C型钢
 复合彩钢板
复合彩钢板
 彩钢双层活动房
彩钢双层活动房
 宁夏楼承板厂家
宁夏楼承板厂家
 采光瓦
采光瓦
 采光瓦厂家
采光瓦厂家
 宁夏f采光瓦厂家
宁夏f采光瓦厂家
 PC采光瓦
PC采光瓦
 透明采光瓦
透明采光瓦
 frp采光瓦
frp采光瓦
 聚氨酯岩棉板
聚氨酯岩棉板
 聚氨酯岩棉复合板
聚氨酯岩棉复合板
 宁夏聚氨酯板
宁夏聚氨酯板
 聚氨酯岩棉保温板
聚氨酯岩棉保温板
 聚氨酯保温板
聚氨酯保温板
 聚氨酯岩棉板生产厂家
聚氨酯岩棉板生产厂家
 宁夏净化板厂家
宁夏净化板厂家
 手工净化板
手工净化板
 硅岩净化板
硅岩净化板
 净化板厂家
净化板厂家
 机制净化板
机制净化板
 净化岩棉板
净化岩棉板
 铝板
铝板
 铝板生产厂家
铝板生产厂家
 6063铝板
6063铝板
 6061铝板
6061铝板
 5052铝板
5052铝板
 3003铝板
3003铝板
 宁夏镀锌板厂家
宁夏镀锌板厂家
 宁夏镀锌板
宁夏镀锌板
 镀锌护栏板
镀锌护栏板
 镀锌钢格板
镀锌钢格板
 镀锌钢板
镀锌钢板
 彩钢板工地施工围挡
彩钢板工地施工围挡
 彩钢围挡板
彩钢围挡板
 路政围挡板
路政围挡板
 挡风板
挡风板
 施工围挡板
施工围挡板
 围挡板
围挡板
 彩钢板厂家
彩钢板厂家
 易燃彩钢板
易燃彩钢板
 防火彩钢板
防火彩钢板
 压型彩钢板
压型彩钢板
 宁夏彩钢板
宁夏彩钢板
 工地彩钢板活动房
工地彩钢板活动房
 彩钢活动房
彩钢活动房
 宁夏彩钢活动房
宁夏彩钢活动房
 彩钢活动房厂家
彩钢活动房厂家
 宁夏C型钢
宁夏C型钢
 热镀锌C型钢
热镀锌C型钢
 宁夏Z型钢
宁夏Z型钢
 宁夏彩钢玻璃丝绵板
宁夏彩钢玻璃丝绵板
 屋面板彩钢复合板
屋面板彩钢复合板
 银川彩钢复合板
银川彩钢复合板
 宁夏彩钢复合板
宁夏彩钢复合板
 720楼承板
720楼承板
 750楼承板
750楼承板
 宁夏钢筋桁架楼承板
宁夏钢筋桁架楼承板


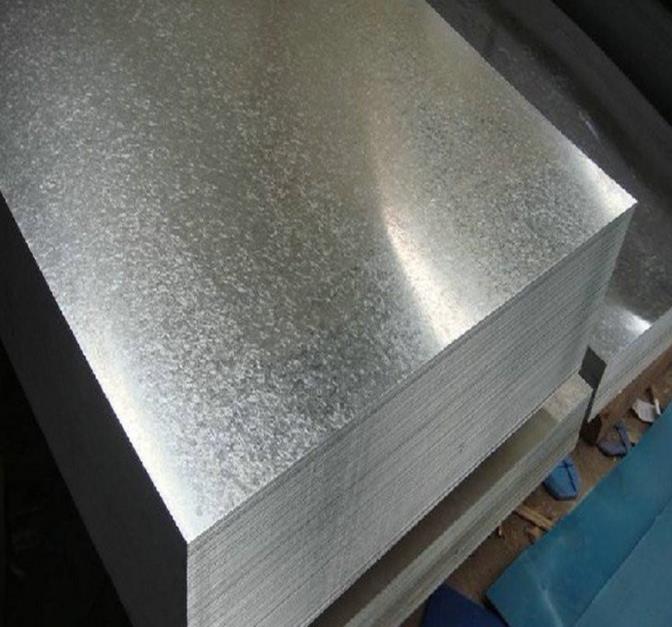
宁夏镀锌板厂家介绍镀锌铁的焊接方法
(1)手工电弧焊
1)提前准备焊接
为了更好地减少有机废气,避免焊接裂缝和出口孔,焊接前应去除焊缝周围的锌层。可选择火焰烘烤或喷砂处理。焊缝间隙应尽可能操作1.5~2mm以内,当产品工件较厚时,可放开至2~2mm.5~3毫米。【宁夏镀锌板厂家】
2)焊丝的挑选
焊丝的选择标准是焊接金属材料的物理性能尽可能与对接焊缝相似,焊丝熔化金属材料的硅含量应控制在0.2%下列。
选用钛铁矿石焊丝、氧化硅焊丝、甲基纤维素焊丝、钛钙焊丝、低氢焊丝可达到满意的指标值,但低氢焊丝和甲基纤维素焊丝焊接容易引起焊接肿瘤和出口孔,一般不需要。
高碳钢镀锌板应优先使用J421/J422或J423焊丝。抗压强度水平为500MPa上面的镀锌板可以使用E5001.E型号规格的焊丝,5003等。抗压强度为600MPa上面的镀锌板应该取用E6013.E5503及E型号规格的焊丝5513等。
电焊焊接时,尽量选用短弧,不能使电孤放,以免扩大热镀锌层的熔融区域,**产品工件的耐腐蚀性,减少粉尘量。

(2)熔融极气体保护焊
可选用CO气体保护焊或Ar+CO2.Ar+O电焊焊接采用混合气体保护焊。在焊接过程中维护汽体Zn成分危害明显,选用纯CO2或CO2+O2时,焊接中Zn选择成分高Ar+CO2或Ar+O2时,焊接中Zn低成分。电流对焊Zn成分危害不大,随着焊接电流的扩大,焊接中的成分危害不大。Zn成分略有减少。宁夏镀锌板厂家
在选择气体保护焊焊接镀锌铁时,有机废气比手工电弧焊大得多,因此应注意排气系统。电流量和维护蒸汽体是危害粉尘量尺寸和成分的主要因素。电流越大,或者在体内维护汽体CO2或O成分越大,有机废气越大,粉尘中的有机废气越大ZnO成分也扩大,较大时ZnO成分可达70%左右。
镀锌铁的熔融深度大于不热镀锌的厚钢板。T形状连接器、钢筋搭接头和向下垂直焊接气孔非常敏感,焊接速率越大,越容易引起气孔;对于热镀锌碳钢,焊接速率的危害尤其显著。在多次焊接过程中,焊缝的出气孔比前一个更敏感。
镀锌铁连接器的物理性能如表2所示。可以看出,蒸汽成分的维护对连接器的物理性能危害不大,一般选择纯净CO进行电焊。宁夏镀锌板厂家
银川市兴庆区丽景南街昆仑钢材市场9-21号
产品中心
新闻资讯
直通车
关于我们
 微信
微信
 当前位置:
当前位置:
